Unsere Leistungen für die Sicherheit Ihrer Kunden
Zerstörungsfreie Werkstoffprüfungen
In fast allen Industriezweigen ist die ZfP zum unverzichtbaren Instrument für Qualitätskontrolle und Qualitätssicherung geworden. Heute ist keine Gas- oder Ölversorgung, kein Start eines Flugzeuges, keine Herstellung eines Autos oder eines Zuges, kein Brückenbau und kein Betrieb eines Kraftwerkes mehr denkbar ohne die ständige Kontrolle mittels Zerstörungsfreier Prüfung. Jedes sicherheitsrelevante Teil wird geprüft!
Wir bieten Ihnen alle zerstörungsfreien Prüfmethoden in Dienstleistung in unserem Labor oder bei Ihnen vor Ort, sodass Sie ein komplettes Leistungspaket aus einer Hand erhalten:
VT - Visuell Testing - Sichtprüfung
Sichtprüfung
Die visuelle Sichtprüfung ist die grundlegende und älteste zerstörungsfreie Methode für die Feststellung von Oberflächenfehlern der Produkte, Schweißnähte, Komponente und für die Beurteilung der einzelnen Teile von verschiedenen Anlagen. Die visuelle Kontrolle sollte immer einer anderen zerstörungsfreien Methode vorausgehen, weil sie Fehler entdecken kann, die die richtige Durchführung oder Auswertung der Ergebnisse einer anderen zerstörungsfreien Methode verhindern können. Zum Zweck der qualitätsgerechten Durchführung der visuellen Kontrolle ist es notwendig, die Konstruktion der zu kontrollierenden Anlage, die Technologie der Produktion des zu kontrollierenden Produktes, Fehlerarten und ihre Entstehungsursachen zu kennen. Die Qualität der visuellen Kontrolle stützt sich auf die langjährigen Erfahrungen des Prüfers, der diese Kontrolle durchführt.
Die visuelle Prüfung wird in direkte und indirekte Prüfung aufgeteilt.
Direkte visuelle Prüfung
Diese Kontrolle kann nur dort durchgeführt werden, wohin der Prüfer physisch kommen kann. Bei dieser Methode wird die Sehkraft des Prüfers beziehungsweise einfache Mittel (Lupe, Lehren, Fotoapparat und andere) benutzt.
Indirekte visuelle Prüfung
Die Stellen, die für das Auge des Operators unzugänglich sind, werden mittels
Endoskope (feste oder biegsame) oder Videoskope kontrolliert.
Tätigkeiten der Firma AWT
- Erstellen von Verfahrensanweisungen und Prüfanweisungen
- Prüfaufsicht
- Durchführung von visuellen Prüfungen



PT - Penetrant Testing - Farbeindringprüfung
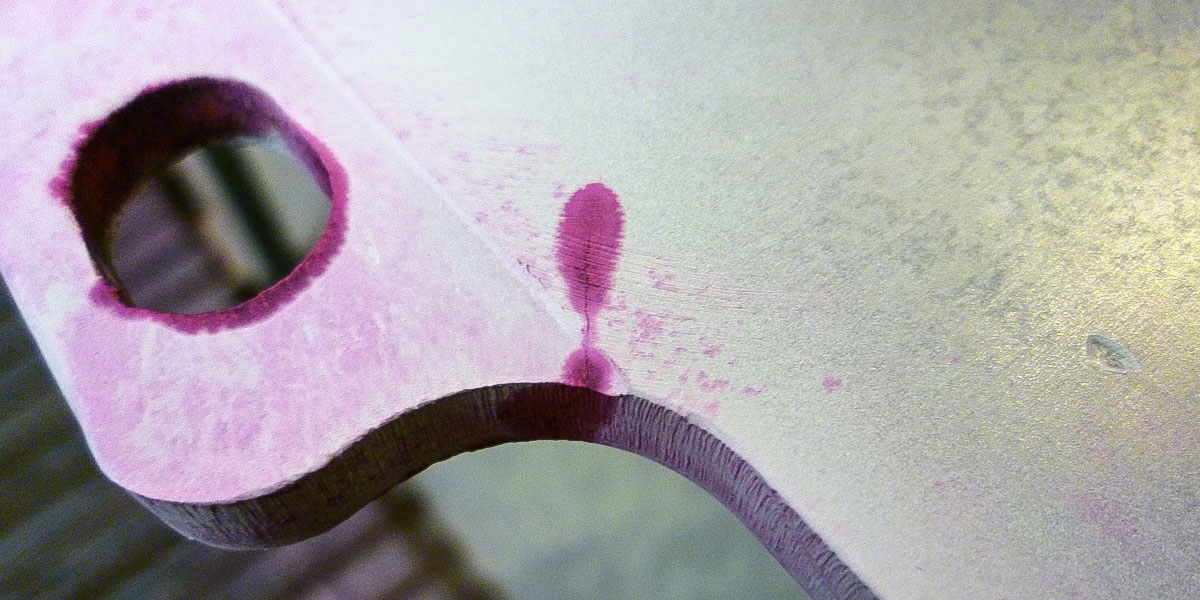
Farbeindringprüfung
Die Kapillarmethode ist eine sehr verbreitete Oberflächen Prüfmethode, sie ist bestimmt für die Kontrolle der Fehler, die mit der Material- oder Komponentenoberfläche zusammenhängen. Ihr Vorteil besteht darin, dass sie auf magnetischen, nichtmagnetischen, metallischen und auch nichtmetallischen Materialien angewendet werden kann. Mittels dieser Methode können Oberflächenfehler wie z.B. Risse, Poren, Nichtanhaftung der Kompositionen, usw. ersichtlich gemacht werden. Eine qualitätsgerechte Durchführung dieser Prüfung bringt bestimmte Ansprüche an Umgebungstemperatur und an Qualität der geprüften Oberfläche mit sich.
Basisarten der Kapillarmethode:
- farbige Methode - farbige Erscheinung des Fehlers (in der Regel rot-weiß)
- Fluoreszenzmethode - Erscheinung des Fehlers unter UV-Licht
Tätigkeiten der Firma AWT
- Erstellen von Verfahrensanweisungen und Prüfanweisungen
- Prüfaufsicht
- Farbige PT Prüfungen - rot-weiß oder Fluoreszierende PT Prüfungen


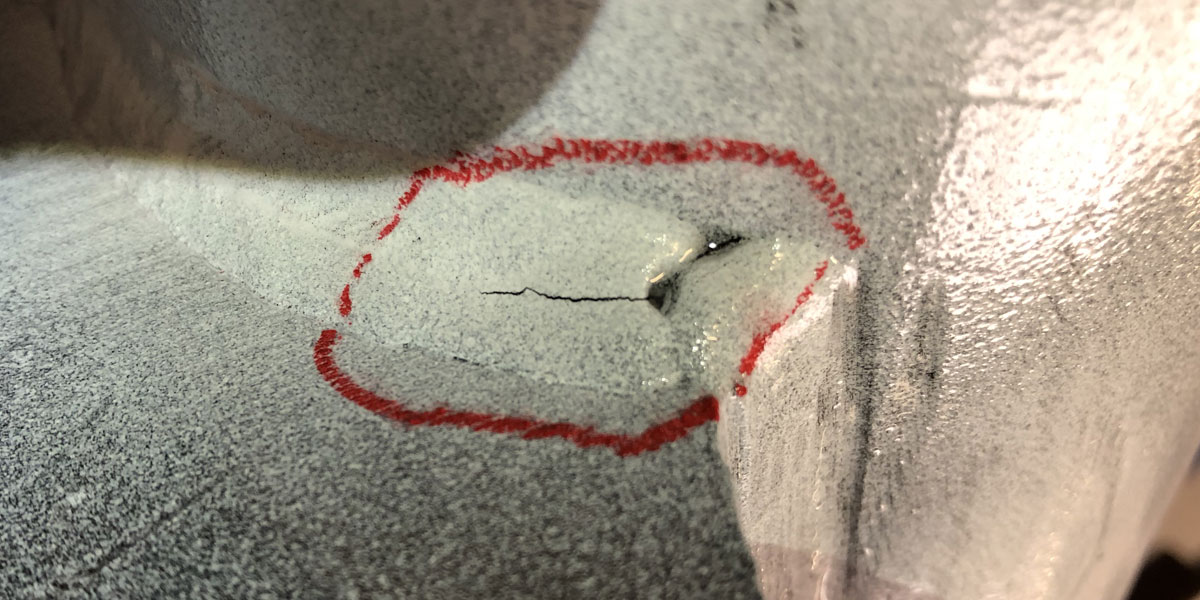
MT - Magnetic Particle Testing - Magnetpulverprüfung
Sie gehört zu den meistbenutzten zerstörungsfreien Oberflächenprüfungen – d.h. Suche nach
Oberflächenungänzen und nach Ungänzen, die sich direkt unter der Oberfläche befinden (bis zur Tiefe max. ca. 0,5 mm) in ferromagnetischen Gegenständen. Der ferromagnetische Gegenstand, der kontrolliert werden soll, wird auf geeignete Weise magnetisiert, und auf die Oberfläche wird ferromagnetisches Pulver aufgetragen.
Auf der Stelle der Ungänze ist das magnetische Feld deformiert, es ragt über die Oberfläche und es bildet sog. magnetischen Streufluss. Die Partikel des ferromagnetischen Pulvers sind mittels der Wirkung des Streufelds angezogen und sie gruppieren sich auf der Stelle der Ungänze. Solche gebildeten Anordnungen sind üblicherweise charakteristisch für den Typ der entdeckten Unintegrität. Die Empfindlichkeit der Methode ist am größten für die Oberflächenungänze und sie verringert sich bedeutend mit der Vergrößerung der Entfernung der Unteroberflächenungänze von der Oberfläche.
Charakteristische Typen der Ungänzen, die mittels dieser, Prüfmethode entdeckt werden können, sind z.B. Spalten, Risse, Überwalzungen bei Schmiedeteilen, Verdoppelungen auf Aufschweißblechkanten, Kaltschweißen bei Gussteilen und einige Unteroberflächenvolumenfehler.
Es existieren viele Anwendungen dieser Prüfmethode, die in zwei großen Gruppen aufgeteilt werden:
Stationäre Prüfung
Prüfung der neuen Produkte (Schmiedeteile, Gussteile, Schweißteile),
Mobile Prüfung
Prüfung von Oberflächen, Schweißnähten im Terrain oder im Betrieb.
Tätigkeiten der Firma AWT
- Erstellen von Verfahrensanweisungen und Prüfanweisungen
- Prüfaufsicht
- Farbige MT Prüfungen - schwarz-weiß oder fluoreszierende MT Prüfungen


UT - Ultrasonic Testing - Ultraschallprüfung
Sie gehört zu den meistbenutzten Volumenprüfmethoden - d.h. Suche nach Innenfehlern in Metall- und Kunststoffgegenständen. Die Ultraschallmethode nutzt die Eindringung der Ultraschallwellen in das geprüfte Material aus. Die Ultraschallwellen werden in das Material mittels einer Ultraschallsonde transportiert. Es gibt eine ganze Reihe von Ultraschallsonden. Sie unterscheiden sich hauptsächlich in dem Winkel, unter dem die Ultraschallwellen in das Material eindringen. Falls sich im geprüften Material eine Ungänze befindet, kommt es zur Rückreflexion der Ultraschallwellen in die Sonde. Auf dem Bildschirm des Geräts wird dann diese Reflexion („Echo“) dem Bildschirm des Geräts ausgewertet. Die Ultraschallprüfung ist vor allem auf die Feststellung der Innenvolumenfehler in Materialien, der Flächenfehler wie z.B. Risse und Doppelungen, und auf die Feststellung der Wanddicken gerichtet. Die verbreiteteste Anwendung ist dieFeststellung und Auswertung von Ungänzen in Schweißnahtverbindungen.
Tätigkeiten der Firma AWT
- Erstellen von Verfahrensanweisungen und Prüfanweisungen
- Prüfaufsicht
- Ultraschallprüfungen von Schweißnahtverbindungen
- Dopplungsprüfungen an Blechen
- Volumenprüfungen von Bauteilen aus verschiedenen Materialien
- Restwanddickenmessungen
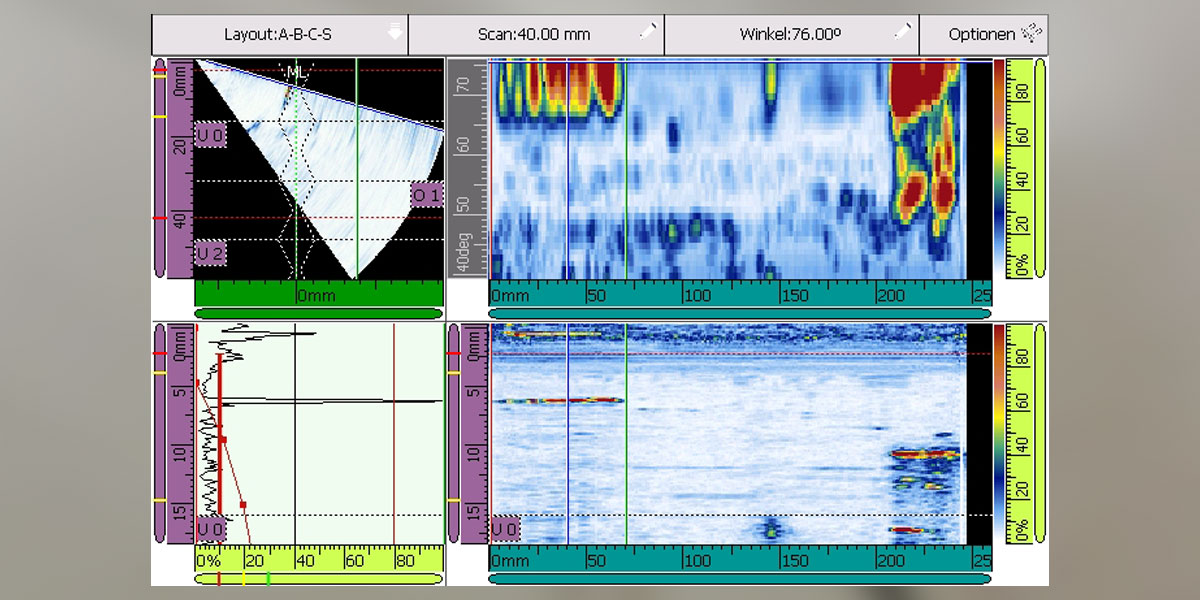
Prüfen mit Phased-Array (Gruppenstrahlertechnik)
Mit der Phased-Array-Technik wird ein Ultraschallbündel erzeugt, dessen Parameter wie Einschallwinkel, Fokusabstand oder Größe des Fokuspunktes mit einer Software eingestellt werden. Darüber hinaus kann ein so erzeugtes Schallbündel über einen großen Array zyklisch durchgetaktet werden. Diese Eigenschaften führen zu einer Reihe von neuen Möglichkeiten. Es kann zum Beispiel der Einschallwinkel des Schallbündels kontinuierlich geändert werden, wodurch der Prüfbereich ohne Bewegen des Prüfkopfs abgedeckt wird, was den Einsatz von mehreren Prüfköpfen und anderen mechanischen Komponenten überflüssig macht. Der Einsatz eines Schallbündels mit variablem Einschallwinkel gewährleistet auch die Fehlererkennung unabhängig von der Ausrichtung des Defekts und die Optimierung des Störabstands.
Vorteile von Phased-Array gegenüber konventioneller Ultraschallprüfung:
Software-Steuerung von Einschallwinkel, Fokusabstand und Größe des Fokuspunktes. Prüfen unter verschiedenen Winkeln mit einem einzigen, kleinen, software-gesteuerten Guppenstrahlerprüfkopf.
Größere Flexibilität für das Prüfen von Werkstücken mit komplexer Geometrie Rasches Abtasten ohne bewegliche Teile

ET - Eddy Current Testing - Wirbelstromprüfung
Bei der Prüfung wird durch eine Spule ein wechselndes Magnetfeld erzeugt, welches im zu untersuchenden Material Wirbelströme induziert. Bei der Messung wird mittels eines Sensors, der meist auch die Erregerspule enthält, die Wirbelstromdichte durch das vom Wirbelstrom erzeugte Magnetfeld detektiert. Die gemessenen Parameter sind die Amplitude und die Phasenverschiebung zum Erregersignal. Zu deren Messung benutzt man üblicherweise eine zweite Spule im Sensor.
Man spricht dann von einem Fluxgate-Magnetometer, welches im deutschen Sprachraum umgangssprachlich auch als Förster-Sonde bezeichnet wird. Gelegentlich werden auch andere Magnetfeldsensoren, wie GMR-Sensoren oder SQUIDs eingesetzt.
Bei der Wirbelstromprüfung wird der Effekt ausgenutzt, dass die meisten Verunreinigungen und Beschädigungen in einem elektrisch leitfähigen Material auch eine andere elektrische Leitfähigkeit oder eine andere Permeabilität als das eigentliche Material haben.
Da das Messsignal von den drei Parametern Leitfähigkeit, Permeabilität und Abstand zwischen Detektor und Materialoberfläche bestimmt wird, hat die Wirbelstromprüfung drei verschiedene Einsatzgebiete:
Rissprüfung:
Bei der Rissprüfung wird der Sensor über oder durch das zu prüfende Objekt bewegt. So lange keine Beschädigung im Material ist, ist auch dessen elektrischer Widerstand homogen, und die Wirbelströme fließen gleichmäßig im Material. Hat das Prüfteil beispielsweise einen Einschluss eines Fremdmaterials, dessen spezifischer Widerstand kleiner als der des restlichen Materials ist, wird die elektrische Stromdichte im Einschluss größer sein als in der Umgebung. Umgekehrt verhält es sich bei einem Einschluss mit größerem spezifischen Widerstand oder einem Haarriss, um den der Strom herumlaufen muss. Auf jeden Fall verändert sich also die Wirbelstromdichte im Vergleich zum unbeschädigten Bauteil. Bei dieser Prüfung werden Sensoren verwendet, deren Spulen so geschaltet sind, dass kleine Änderungen der Materialeigenschaften oder des Abstands des Sensors von der Materialoberfläche
weitgehend kompensiert werden.
Prüfung der Materialeigenschaften (Gefügeprüfung):
Änderungen in der Leitfähigkeit oder der Permeabilität werden zur Bestimmung von Werkstoffzuständen, Härte, Wärmebehandlung, Detektion von Schweißnähten oder zur Verwechslungsprüfung genutzt. Durch die Veränderung der Frequenz der Anregungsspannung ändert sich die Eindringtiefe des Wirbelstroms (Skineffekt), womit eine Anpassung an die Prüfbedingungen möglich ist.
Tätigkeiten der Firma AWT:
- Erstellen von Verfahrensanweisungen und Prüfanweisungen
- Prüfaufsicht
- Verwechslungsprüfung, Gefügeprüfung
- Schweißnahtprüfung, Rissprüfung
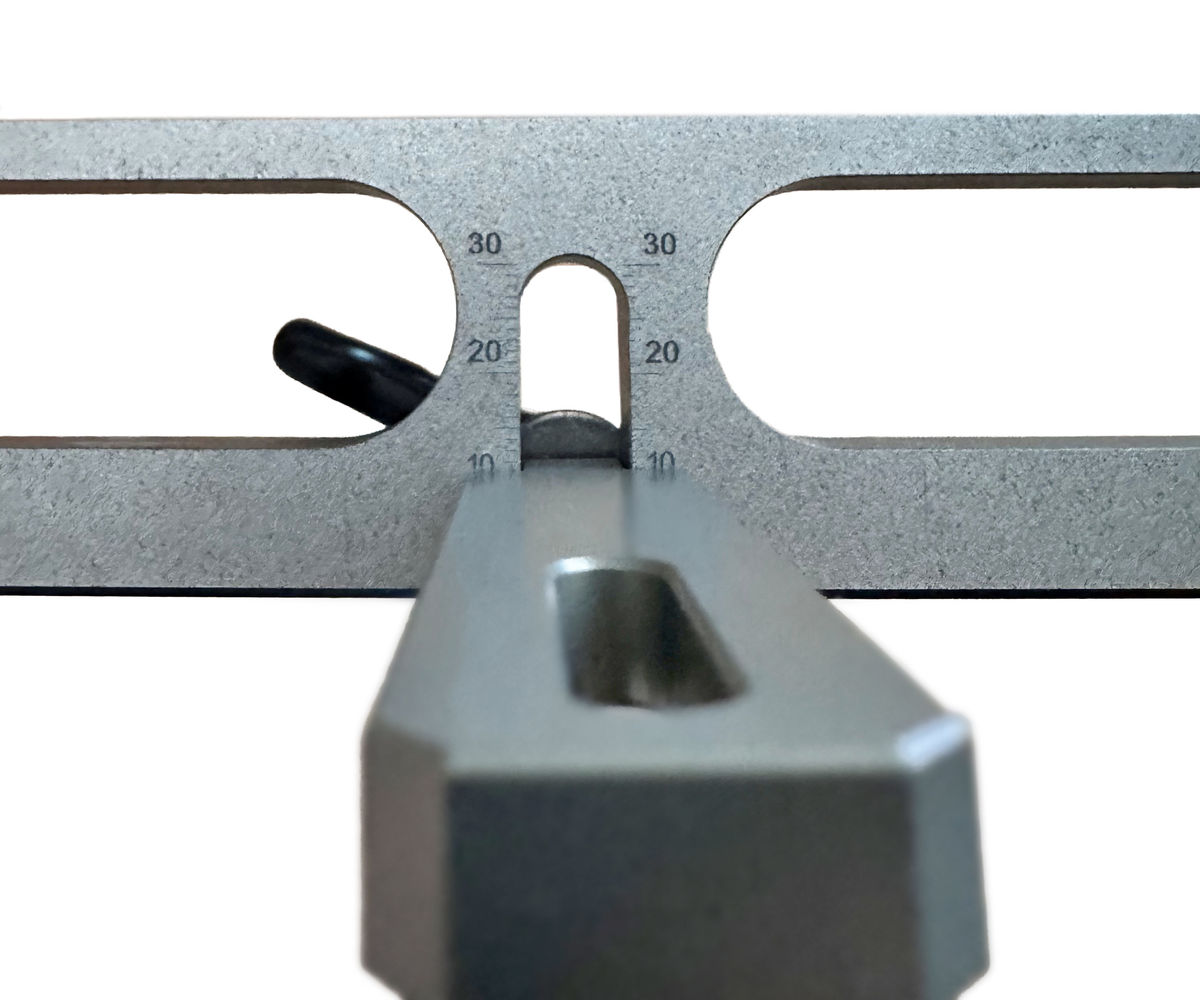
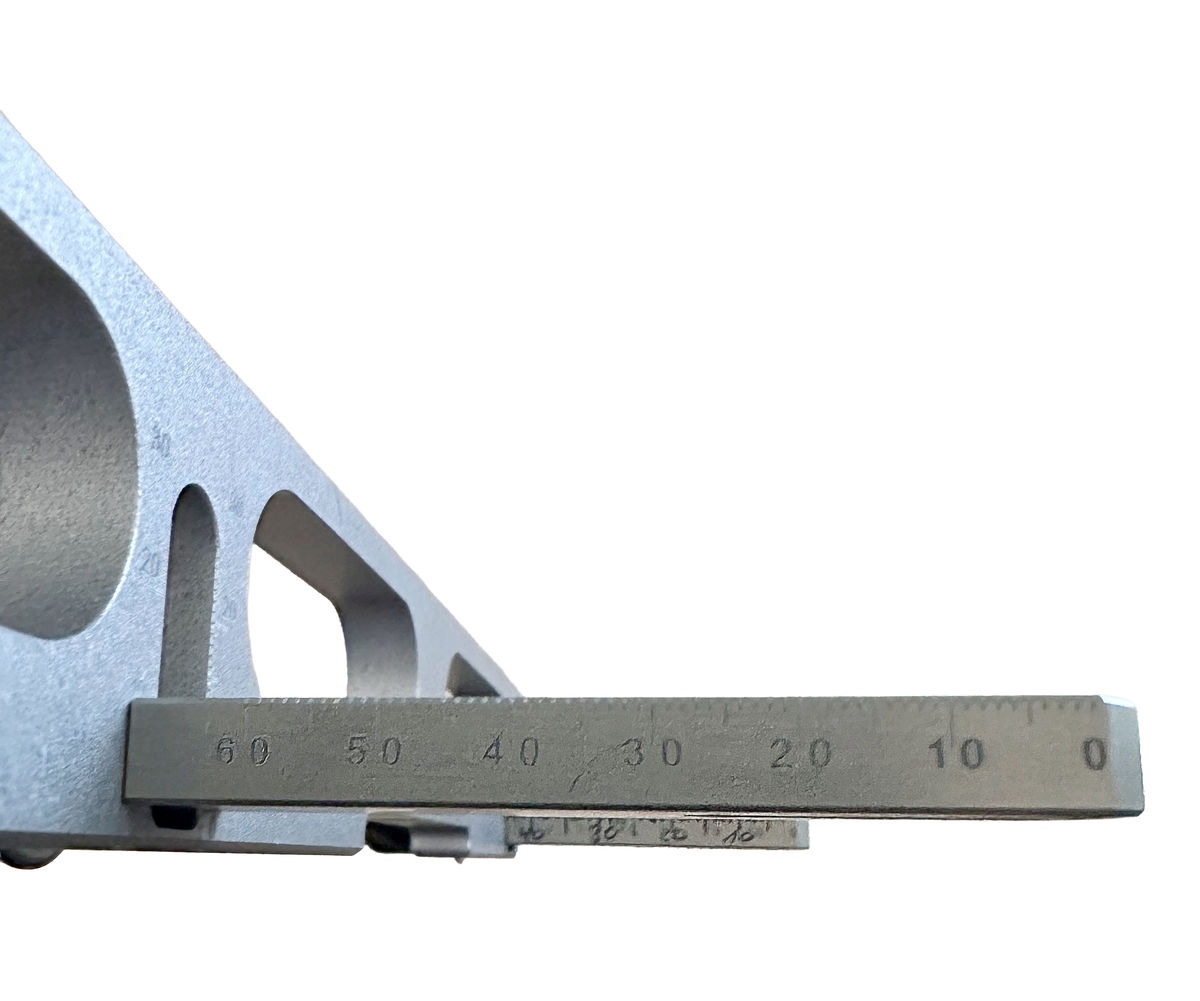
HT - Mobile Hardness Testing - Mobile Härteprüfung
Unter mobiler Härteprüfung versteht man die Ermittlung von Härtekennwerten mittels eines durch eine Person leicht transportablen Prüfgerätes. Ein Prüfgerät ist dann mobil, wenn es ohne Hilfsmittel über die notwendige Distanz bewegt werden kann und wenn dessen Gesamtvolumen gut zu transportieren ist.
Die Ermittlung/Berechnung des Messwertes muss vor Ort erfolgen. In dieser Mobilität liegen die entscheidenden Vorteile der mobilen Härteprüfung. Die Prüfung kann an größeren und/oder nicht transportablen Bauteilen erfolgen.
Die Probengröße und -form für die Härteprüfung mit stationären Geräten sind sehr stark eingeschränkt.
Eine Prüfung wäre dann nur durch eine Zerstörung des Bauteiles möglich. Die Härte eines Werkstoffes ist definiert als dessen Widerstand gegen das Eindringen eines (härteren) Körpers. Diese relativ allgemeine Definition lässt sehr unterschiedliche Verfahren und Prinzipien zu.
Die mit verschiedenen Verfahren ermittelten Härtewerte sind folglich nicht oder nur unter Vorbehalten vergleichbar. Sollen Härteprüfergebnisse miteinander verglichen werden, so ist dies ohne Vergleichsmessung nur für dasselbe Prüfverfahren bei denselben Prüfparametern (Belastungsart, Art der Messung, Messgröße, Eindringkörpergeometrie, Eindringkörperwerkstoff, Größe der Belastung) möglich.
Tätigkeiten der Firma AWT:
- Erstellen von Verfahrensanweisungen und Prüfanweisungen
- Prüfaufsicht
- Mobile Härteprüfung (UCI und TIV) an Grundmaterialien, Schweißverbindungen usw.
- Verwechslungsprüfung
ZfP - Beratung
- Beratung von Unternehmen, Verbänden, öffentlichen Verwaltungen und privaten Kunden bei allen Fragen der zerstörungsfreien Prüfung von Anlagen, Bauteilen des Maschinenbaus und des Bauwesens, der Inspektion und Dauerüberwachung sowie der Qualitätssicherung
- Beurteilung der Prüfbarkeit von Objekten
- Einsatz von ZfP-Verfahren im Rahmen der Lebensdauerprognose und des Bauwerksmanagements
- Stufe 3 / Level 3 Service in Ihrem Unternehmen
- Prüfanweisungen aller Art
Grundsätzlich gilt:
Alle Zf-Prüfungen werden durch Stufe 2 oder 3 nach ISO 9712 bzw. ASNT SNT-TC-1A zertifizierten Prüfern, entsprechend der jeweils geforderten Prüfnorm, durchgeführt.
Weitere Leistungen der AWT Peters GmbH
Rohrleitungsabnahmen nach BetrSichV (Betriebssicherheitsverordnung) durch Befähigte Personen: Druckbehälter und Rohrleitungen
Nach Vorgabe BetrSichV §15 sind überwachungspflichtige Anlagen und ihre Anlagenteile in bestimmten Fristen wiederkehrend zu prüfen. Nach BetrSichV §1 sind Rohrleitungen unter innerem Überdruck für entzündliche, leichtentzündliche, hochentzündliche, ätzende oder giftige Gase, Dämpfe oder Flüssigkeiten unter überwachungspflichtige Anlagen eingestuft. Wiederkehrende Prüfungen für Rohrleitungen bestehen aus:
- Äußeren Prüfungen
- Festigkeitsprüfungen
Die Äußere Prüfung erstreckt sich auf den äußeren Zustand der Rohrleitung, das Vorhandensein, die Beschaffenheit und die Funktion der sicherheitstechnisch erforderlichen Ausrüstungsteile. Die BetrSichV gestattet den Ersatz der statischen Druckproben durch gleichwertige zerstörungsfreie Verfahren. Dieses Vorgehen wurde bei mehreren Unternehmen im Rahmen der DruckBehV in der Vergangenheit für Rohrleitungen im Produktionsbereich erfolgreich angewendet. Für zukünftig durchzuführende Druckproben an Rohrleitungen werden i. d. R. ebenfalls Ersatzprüfungen durchgeführt.
Tätigkeiten der Firma AWT:
Rohrleitungen werden anhand von Prüfisometrien vor Ort unter anderem folgenden Gesichtspunkten geprüft:
- Tatsächlicher Leitungsverlauf
- Zustand von Korrosionsschutzanstrich und Isolierung
- Erkennbare äußere Korrosion bzw. Hinweise auf solche, verursacht durch Isolierungsschäden, mechanische Schäden
- Auflagerstellen, Halterungen, Schrauben, Feder- und Konstanthänger (Funktionalität, Einstellung, Entsperrung)
- Sicherheitstechnisch erforderliche Einrichtungen (Vorhandensein, Beschaffenheit, Funktion)
Schweiß- und Bauüberwachung durch Schweißaufsichtspersonen sowie Bauleitung und Dokumentation im Rohr- und Stahlbau
Tätigkeiten der Firma AWT
- Überprüfung der notwendigen Unterlagen zur Schweißüberwachung von Equipment
(Isometrien, Zeichnungen, Schweiß- und Prüfpläne) - Örtliche Bauaufsicht
(Überwachung auf Übereinstimmung mit der Baugenehmigung, den Ausführungsplänen und den Leistungsbeschreibungen) - Überwachen der Einhaltung von Vorgaben aus Regelwerk, Werknorm und Fertigungs- bzw. Reparaturunterlagen vor Ort und im Schweißbetrieb
- Koordinieren der notwendigen ZfP incl. Auswertung von Röntgenfilmen und sonstigen Prüfprotokollen
- Koordination des Einsatzes bzw. der Hinzuziehung von Mitarbeitern der zugelassenen Überwachungsstelle für Prüfungen bei überwachungspflichtigem Equipment
- Abnahme von Druckproben nach Schweißarbeiten eventuell zusammen mit den Mitarbeitern der zugelassenen Überwachungsstelle/benannten Stelle
- Erstellen und Komplettierung der geforderten Enddokumentation incl. der notwendigen Unterschriften von Sachverständigen
- Abnahme von Handfertigungskeitsproben (Schweißertests)
- Überprüfung der Schweißerzeugnisse bei Neuzugängen von Schweißern
- Überprüfung/Kontrolle von Herstellerunterlagen, wie Verfahrensprüfung, HP-0, WHG, Eignungsnachweis, Umstempelbescheinigungen
- Überwachung des Zeitplans
- Durchführung/Kontrolle der Aufmaß- und Rechnungsprüfung
- Abnahme der Bauleistungen
Wir sind für Sie unterwegs und bieten herstellerunabhängig:
Lastaufnahmemittel, Hebezeuge, etc. werden weltweit in gewerblichen Bereichen eingesetzt. Über einen Zeitraum von einem Jahr werden die Betriebsmittel erheblichen Belastungen in zum Teil widrigen Umgebungen ausgesetzt. Um die Sicherheit für das Unternehmen inklusive aller Mitarbeiter zu garantieren, ist der Betreiber von Krananlagen, Hebezeugen, Anschlag- und Lastaufnahmemitteln laut BetrSichV verpflichtet, seine Arbeitsmittel in regelmäßigen Abständen von befähigten Personen bzw. Sachkundigen prüfen zu lassen.
Damit Ihre Arbeitsmittel unauffällig bleiben und keinen Schaden verursachen, gibt es den AWT Peters GmbH Prüfservice. Als zertifiziertes Unternehmen gemäß DIN ISO 9001 führen unsere ausgebildeten Prüftechniker die jährlichen Prüfungen nach DGUV bei Ihnen vor Ort oder bei eingesendeten Arbeitsmitteln in unserem Hause durch.
Ihre Vorteile:
- Geringe Ausfallzeit der Geräte
- Hohe Standzeiten der Prüflinge durch regelmäßige Prüfung und Wartung
- Vor-Ort Beratung durch Sachkundige
- Vor-Ort Prüfung durch mobilen Prüfservice
- Herstellerunabhängige Prüfungen


Prüfungen von Sportgeräten, Sporthallen und Sportplätzen
Sportstätten sind Einrichtungen, in oder auf denen Sport in verschiedenen Formen ausgeübt wird. Dazu zählen sowohl Sporthallen als auch Sportplätze, Leichtathletikanlagen und Kleinspielfelder.
Sportstätten und Sportgeräte sind vor der ersten Inbetriebnahme, in regelmäßigen Zeiträumen sowie nach Änderungen auf ihren sicheren Zustand, mindestens auf äußerlich erkennbare Schäden oder Mängel zu überprüfen; siehe §2 der DGUV Vorschrift 1 „Grundsätze der Prävention“.
Der Betreiber ist zu regelmäßigen Kontrollen der Sportgeräte, Sporthallen sowie Sportplätze verpflichtet.
- Täglich bis wöchentlich eine visuelle Routineinspektion zur Erkennung offensichtlicher Gefahrenquellen
- Jährliche Hauptinspektion zur Feststellung der allgemeinen Betriebssicherheit,
- Standfestigkeit der Geräte und Mängelbeurteilung
- Kontrolle der Standsicherheit
- Verschleißkontrolle an Sportgeräten, Sportanlagen
- Allgemeine Funktionskontrolle
Was können wir für Sie entsprechend davon übernehmen:
- Prüfung nach Bedien- und Wartungsanleitung
- Operative Sportgeräteprüfung gemäß DGUV Information 202 -044
- Regelmäßige Sichtprüfungen im Rahmen von Daueraufträgen
Wir unterstützen und beraten Sie gerne bei der Umsetzung Ihrer Pflichten.

Öffentliche Spielplätze
sind unter anderem Spielplätze von Städten und Gemeinden, Schulen, Kindergärten und Kinderkrippen, Wohnanlagen, Hotels, Ferienanlagen und Gaststätten, Vereinsgelände, Einkaufszentren und Autobahnraststätten.
Erstabnahme
Inspektion nach Fertigstellung durch einen Qualifizierten Spielplatzprüfer nach DIN 79161-1 und -2
Die Bauabnahme eines neuen Spielplatzes beinhaltet unter anderem die Prüfung sämtlicher Spielplatzgeräte inklusive der Sicherheitsabstände und des Fallschutzes. Des Weiteren wird die Spielplatzanlage auch auf ihre Übereinstimmung mit der DIN EN 1176, DIN 18034 und anderen Vorschriften geprüft.
Gewährleistungsansprüche, die durch Planungsfehler (z.B. falsche Sicherheitsabstände), Montagefehler (z.B. fehlerhafter Zusammenbau) oder Gerätefehler (z.B. unzulässige Öffnungsmaße) verursacht werden, können so rechtzeitig festgestellt und umgesetzt werden.
Eine Bauabnahme beinhaltet die Prüfung der:
- Planungsunterlagen
- baulichen Gerätesicherheit
- Standsicherheit
- Sicherheitsabstände
- Fallräume
- Fallschutzmaterialien
- gesamten Spielplatzanlage (Ausstattungselemente, Bepflanzung, Einfriedung)
Die Ergebnisse werden in einem bebilderten Zustands- und Mängelbericht dargestellt.
Visuelle Routine-Inspektion
Tägliche bis wöchentliche Spielplatzkontrolle
Dient der Erkennung und Beseitigung offensichtlicher Gefahrenquellen:
- Durch Benutzung, Witterungseinflüsse und Vandalismus
- Beseitigung von Verschmutzungen
- Funktionskontrolle beweglicher Teile
- Gegenstände im Fallschutzbereich
- Beseitigung oder Weiterleiten von notwendigen Reparaturen
- Inspektion und Mängel dokumentieren
Operative Inspektion
Spielplatzkontrolle alle 1-3 Monate oder nach Vorgabe des Herstellers
- detaillierte Inspektion zur Überprüfung des Betriebs und der Stabilität der Anlage, insbesondere in Bezug auf Verschleiß
- Überprüfung aller Verschleißteile wie z.B.
- Ketten, Lager, Bolzen, Schrauben, Podesten, Leiter, Stufen, Seile, Gelenke und Verbindungsteile
- Gefahrenpunkte wie herausstehende Nägel, Schrauben und Splitter beseitigen
- Standfestigkeit prüfen
- Korrosionsschutz prüfen
- Erprobung des Spielgerätes
- Wartungsarbeiten nach Herstellervorgaben
- Erstellung eines Prüf- und Mängelberichts durch einen Sachkundigen
- Digitalisierte Prüfberichtslenkung
Jährliche Hauptinspektion
Spielplatzprüfung nach DIN EN 1176-7, DIN 18034 und DIN EN 1177
Dient zur Prüfung des allgemeinen betriebssicheren Zustandes der gesamten Anlage.
- Sauberkeit
- Anforderungen DIN 18034 Zugänge, Einfriedung, Giftpflanzen, Wasser, Ballspiele so wie Sand- und Matschspiele
- Beschilderung
- Laufwege
- Bepflanzung
Prüfen der einzelnen Spielgeräte und Spielplatzböden unter Einhaltung der DIN EN 1176.
- Frei- und Fallräume
- Beschaffenheit der Aufprallfläche und Fallschutz
- Standsicherheit und Verankerung der Geräte
- Anlagensicherheit in Folge von Reparaturen, Umbauten oder ergänzten Anlagenteilen
- Gefahren durch Witterungseinflüsse, Vandalismus, Verrottung und Korrosion
- Verschleißteile
- Fangstellen (Kopf, Hals, Fuß, Bein, Finger, Haare und Kleidung)
- Quetsch und Scherstellen
- Funktionsfähigkeit
- Zugänglichkeit für Erwachsene
- Erstellung eines Prüf- und Mängelberichts durch eine zertifizierte Fachkraft für den sicheren Kinderspielplatz


Die Arbeitsmittel Leitern und Tritte sind trotz moderner Hochregallager und Robotern immer noch weit verbreitet in Unternehmen. Sie werden gebraucht, um Arbeiten an Warenregalen, Schränken nachzukommen oder Montage- oder Handwerkertätigkeiten auszuführen. Die Risiken beim Nutzen von Leitern und Tritten sind oftmals nicht bekannt. Unfalluntersuchungen legen offen, dass auch technische Mängel die Ursache von Leiterunfällen sind. Laut BGV D36 (BGV = Berufsgenossenschaftliche Vorschrift für Sicherheit und Gesundheit bei der Arbeit) muss der Arbeitgeber dafür sorgen, dass Leitern sowie Tritte vorschriftsmäßig beschaffen sein müssen.
Leitern und Tritte sind regelmäßig auf deren ordnungsgemäßen Zustand zu kontrollieren. Die Kontrollfristen richten sich nach der Nutzungshäufigkeit sowie Beanspruchung, wobei eine Prüfung mindestens einmal pro Jahr durch eine befähigte Person zu erfolgen hat.
Damit Ihre Arbeitsmittel unauffällig bleiben und keinen Schaden verursachen, gibt es den AWT Peters GmbH Prüfservice. Als zertifiziertes Unternehmen gemäß DIN ISO 9001 führen unsere ausgebildeten Prüftechniker die jährlichen Prüfungen nach DGUV bei Ihnen vor Ort oder bei eingesendeten Arbeitsmitteln in unserem Hause durch.
Welche Verantwortung tragen Unternehmer / Betreiber?
Arbeitsmittel können Schäden verursachenden Einflüssen unterliegen, in deren Folge es zu gefährlichen Situationen beim Gebrauch der betroffenen Arbeitsmittel kommen kann. Beispiele für schadenverursachende Einflüsse auf Arbeitsmittel sind unter anderem:
- Ermüdungserscheinungen durch Alterung
- Längere Zeiten der Nichtbenutzung
- Witterung (z.B. UV-Strahlung, die zur Versprödung von Kunststoffen führt)
- Verschmutzung
- Korrosion usw.
Auch aus diesem Grunde ist der Betreiber laut BetrSichV dazu verpflichtet, die Arbeitsmittel in regelmäßigen Abständen prüfen zu lassen. Die Fristen sind vom Betreiber nach §3Abs.3 BetrSichV einzuhalten. Die Prüfung der Arbeitsmittel ist durch eine befähigte Person, Sachkundigen (falls erforderlich Sachverständigen nach §10 Abs. 2 BetrSichV) durchzuführen.
Wir sind für Sie unterwegs und bieten herstellerunabhängig:
- Prüfung durch ausgebildete Prüftechniker
- Prüfung nach gültigen Vorschriften und Normen (DGUV, DIN)
- Prüfung des Zustands der Arbeitsmittel auf Beschädigung, Verschleiß, Korrosion und andere Veränderungen
- Prüfergebnisse und eventuell festgestellte Mängel werden durch einen Eintrag im Prüfbuch und ein separates Prüfprotokoll (auf Wunsch digital) dokumentiert
- Beurteilung, ob dem weiteren Betrieb des Prüflings Bedenken entgegenstehen
- Prüfplakette inkl. Angabe des nächsten fälligen Prüftermins bei mängelfreiem Prüfergebnis
Ihre Vorteile:
- Geringe Ausfallzeit der Geräte
- Hohe Standzeiten der Prüflinge durch regelmäßige Prüfung und Wartung
- Vor-Ort Beratung durch Sachkundige
- Vor-Ort Prüfung durch mobilen Prüfservice
- Herstellerunabhängige Prüfungen

Laserbeschriftung, Lasergravur und Laserschutzbeauftragter.
Präzise Lasergravur und dauerhafte Laserbeschriftung für höchste industrielle Ansprüche. Wir kennzeichnen Bauteile, Werkzeuge und Produkte verschleißfest, kontrastreich und rückverfolgbar, ganz nach Ihren individuellen Anforderungen.